Токарные работы на заказ: описание и их особенности, стоимость.














Для тех, кому требуются такого рода услуги по токарной обработке, наша компания предлагает токарные работы на заказ. Качество работы наших профессионалов не заставит вас усомниться в изделии...

Токарные работы – это механическая специальная обработка металла, которая заключается в снятии лишних слоев, чтобы придать деталям нужную форму. Они производятся при необходимости обработок поверхности заготовки. Поверхности бывают различных видов: конические, торцевые, внутренние, наружные, фасонные, цилиндрические. Такие работы производятся при нарезании резьб (внутренних или наружных), вытачивании пазов или канавок. Это могут быть детали в форме муфт, втулок, гаек, обычных колец, зубчатых колес и других различных форм.
Токарные станки с ЧПУ производят следующие разновидности работ:
растачивание – обрабатывают внутренние поверхности;
обтачивание – обрабатывают наружные поверхности (конические, цилиндрические);
подрезание – обрабатывают торцевые плоские поверхности (уступы и торцы);
резка – разрезание заготовок на необходимое количество частей;
развертывание, зенкерование, сверление отверстий;
нарезание внутренней и наружной резьбы.
Выполнение токарных работ:
В первую очередь происходит первичная обработка деталей. Вытачивают деталь нужной формы с необходимым размером.
Далее выполняют финишную обработку, после которой получают детали с нужной шероховатой поверхности и необходимым размером.
Виды токарных станков:
токарно-револьверные – обрабатываются детали сложных конфигураций;
токарно-карусельные – на них происходит токарная обработка больших деталей;
станок токарный автомат с ЧПУ - на них производят детали высокой точности. Помимо этого выполняется сверление, расточка, фрезерные работы.
На токарных станках выполняют точение заготовок с использованием токарных резцов с пластинами, их довольно легко можно поменять. Винтовые соединения и клинообразные зажимы минимизируют появление остаточного напряжения. Благодаря чему увеличивается высокая точность производимых работ, что является очень важным при вытачивании довольно мелких деталей. Механическая обработка различных деталей на современных токарных станках с ЧПУ, позволяет изготавливать изделия высокой сложности и на заказ по чертежу заказчиков. Их применяют на производствах во всех областях промышленности. Любое предприятие, где обрабатывают металл, не может обойтись без токарного оборудования. Станки усовершенствуются с каждым годом, что позволяет повысить уровень и качество работы.
От чего зависят цена токарных работ?
К сожалению, сегодня далеко не все производственные помещения отечественных предприятий оснащены качественными и высокотехнологичными токарными станками европейского производства. Каждый бизнесмен или руководитель использует то оборудование, которое он может приобрести и применить в производственном процессе на своем предприятии. Вполне логично, что сложность выполняемых технологических операций будет напрямую зависеть от возможностей используемого оборудования.
К сожалению, современные условия на отечественном рынке таковы, что многие предприятия, выпускающие изделия невысокого качества, выставляют ну уж очень завышенные цены. Мы считаем, что качество производимой продукции должно играть решающую роль при определении стоимости токарных работ! Как рассчитывают цены на свою продукцию руководители фирм, специалисты которых изготавливают изделие на старых токарных станках советского производства? В основу они берут время, которое рабочий потратил на изготовление детали, затраты на износ оборудования, материалы, инструменты, зарплату рабочего и т.д.
Но ведь качество такого изделия будет сильно отличаться от качества, которого удается достичь нашим сотрудникам при использовании современных станков с числовым программным управлением, где любая, даже самая малейшая неточность, полностью исключена – хорошо отлаженная автоматика просчетов не допускает! Так почему же тогда наши цены ниже, спросите вы? Давайте вместе попробуем разобраться в этом вопросе.
Какие показатели берутся за основу при расчете цены на токарные работы, выполненные на современном высокотехнологичном и точном оборудовании? Конечно, все факторы, которые учитывались в первом варианте, в некоторой степени повлияют на ценообразование, но главную роль сыграет сложность технологического процесса – количество операций и время работы оборудования, которое необходимо потратить для получения желаемого результата. Главным достоинством полной автоматизации процесса производства является существенное снижения цен на производимые нами работы!
Данный пример наглядно показывает, что не стоит сразу «бросаться» в компанию, которая выставляет за свои услуги самые высокие цены и хоть народная мудрость и гласит, что дешевое не может быть качественным, но, к счастью, бывают и обратные примеры, свидетельствующие, что качество можно получить и за дешево.
Впрочем, цена – не главный определяющий фактор качества производимой компанией продукции – гораздо важнее ее репутация, отзывы клиентов и опыт работы сотрудников. Именно такими убедительными доводами в свою пользу и обладает наша фирма – на нашей стороне и незапятнанная репутация, и исключительно положительные отзывы, и многолетний опыт ведущих сотрудников. Но, несмотря на все это, на выполнение токарных работ прайс нашего предприятия не отличается заоблачными цифрами – мы предоставляем своим заказчикам высокое качество конечного результата по умеренным и доступным ценам!Расценки заказа на токарные работы зависят от количества минут и сложности детали и начинаются от 10 рублей за минуту работы станка.
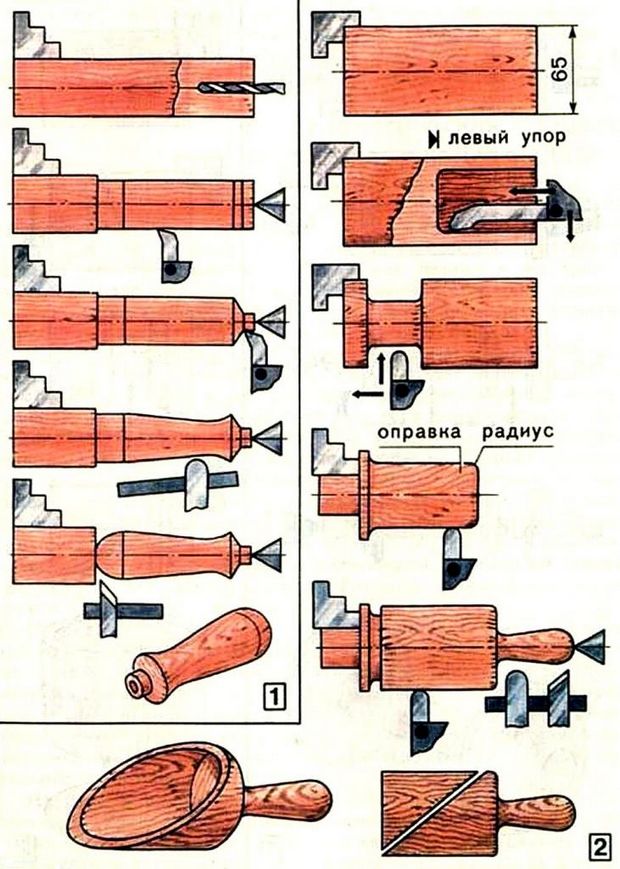
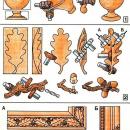
Резные работы на токарном станке
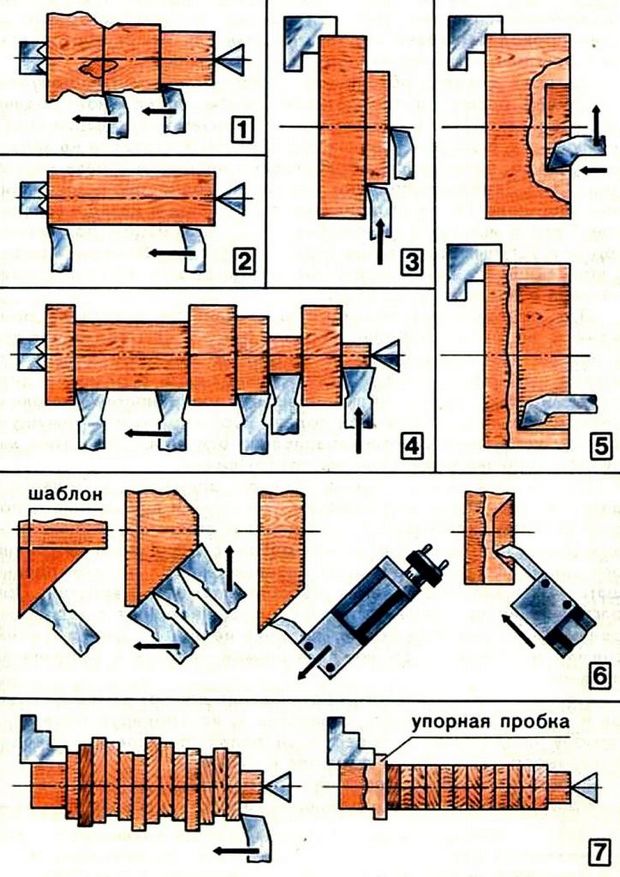
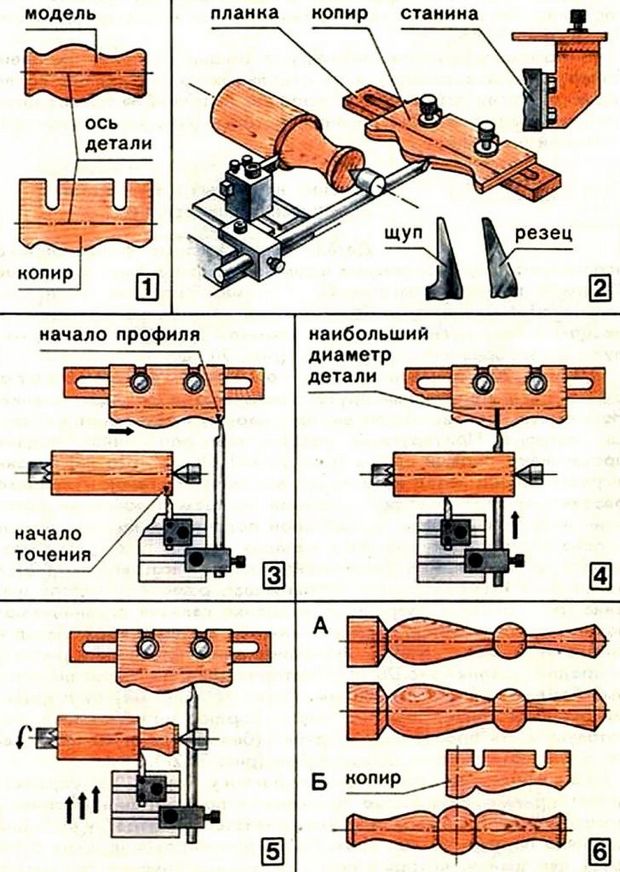
Резные станочные работы по дереву ведутся готовым или самостоятельно изготавливаемым фрезерным инструментом. На станке «Универсал» можно выполнять декоративную резьбу любого вида, применяемого в практике художественного оформления деревянных изделий.
Класс!
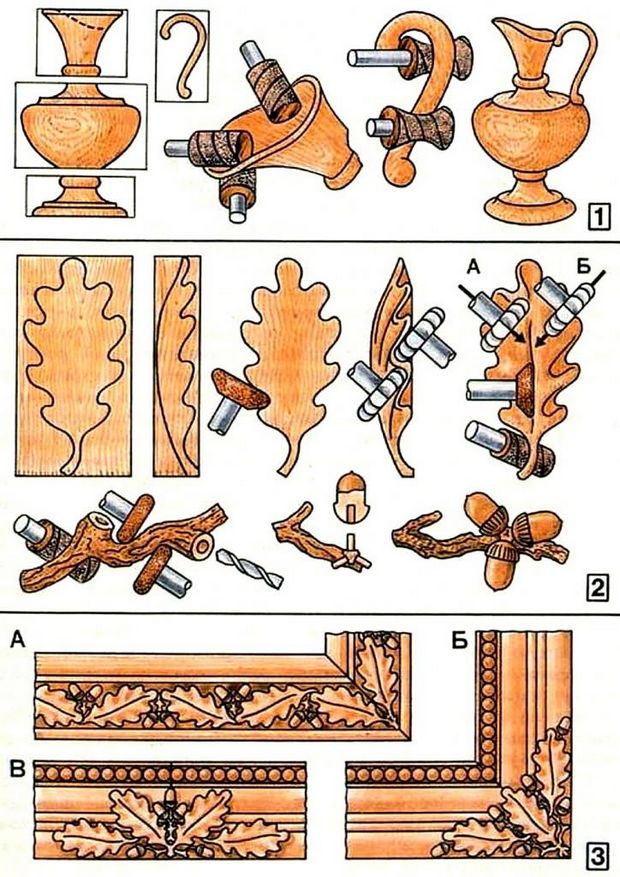
Плоскорельефная резьба имеет рельеф, не выступающий за плоскость фона, и рисунок, имеющий силуэтный характер.
Рельефная резьба (горельеф или барельеф) отличаются высотой рельефа, выступающего над фоном. Барельеф имеет низкий рельеф. Горельеф - высокорельефная резьба - характеризуется большим выступом рельефа над поверхностью изделия и сильным углублением фона, дающими в совокупности выразительную выпуклость изображения и контрастность светотени.
Скульптурная (объемная) резьба - вид трехмерной резьбы, когда вырезаемые фигуры полностью или частично отделены от фона.
В зависимости от характера изделия указанные виды резьбы могут применяться самостоятельно или в сочетании. Они также применимы и для накладной резьбы, вырезанные элементы которой накладываются на гладкий или объемный фон изделия. Накладная резьба исключает трудоемкую работу по выборке фона под изображением. В то же время станочная обработка позволяет очень точно подгонять раздельно выполненные детали и соединять их так, чтобы они образовывали единую форму.
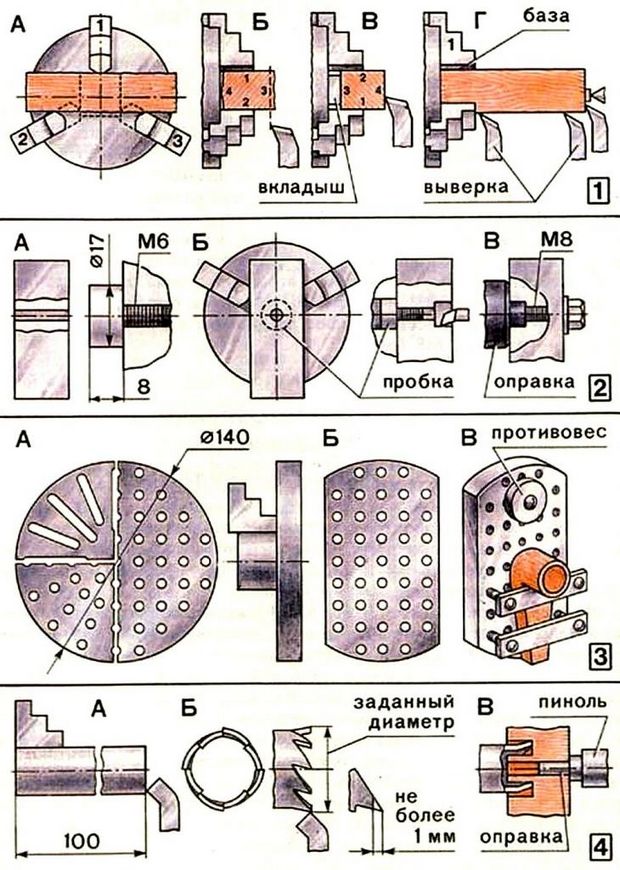
Резьба механическим инструментом может производиться практически по любой древесине. Однако следует отдавать предпочтение твердым породам и действовать по правилу: чем тверже древесина, тем будет лучше качество изделия. Высокая прочность древесины позволяет добиваться максимальной выразительности композиции глубиной и тонкостью проработки деталей. Твердая древесина прекрасно полируется без всяких отделочных материалов, что весьма важно для сохранения первозданности материала и чистоты резьбы. Вместе с тем хорошая восприимчивость твердых пород к красителям используется для контрастного выделения силуэтов из однотонной древесины.
Заготовку твердой древесины, каповых наростов, корневых частей, больших сучков следует вести постоянно. Самая доступная твердая порода - бук, он прекрасно обрабатывается механическим инструментом во всех направлениях. Для тонкой резьбы лучше применять красный бук или темные слои светлого бука, имеющие волнистую структуру волокон.
Электролобзики.
Считается, что первый электролобзик был выпущен в 1946 году компанией Bosch. С того времени этот инструмент начал свое шествие по миру, завоевывая все новые и новые пространства. Более того, электролобзику даже устанавливают памятники! И такое исключительное внимание вполне оправданно, ведь данный инструмент с полным основанием можно назвать незаменимым. Без этого относительно небольшого аппарата порой невозможно обойтись даже при решении, казалось бы, самой несложной задачи — вот уж действительно мал, да удал!
Популярность электролобзика во многом объясняется тем, что это универсальная машина, способная выполнять немало операций, причем в различных материалах. И вправду, лобзик позволяет работать с деревом или металлом, с пластиком, камнем, стеклом, гипсокартонном и керамической плиткой. Да и диапазон функциональных возможностей тоже вызывает уважение: прямые и фигурные резы, грубые и быстрые, а также точные и аккуратные пропилы — лобзику все это «по зубам». И если для массивных заготовок лучше использовать, наверное, циркулярные пилы, то для обработки тонких лучшей машины, чем лобзик, не найти. В общем, не зря говорят, что он совмещает в себе различные пилы (дисковую, сабельную, ручную), фрезер и даже «болгарку». И пригодится он везде — в быту, на даче, в строительстве, причем с лобзиком можно не только работать, но и отдыхать, занимаясь на досуге поделками из дерева. Также не будем забывать, что лобзик — сравнительно небольшой и мобильный аппарат, а это еще один «плюс» ко всем прочим его достоинствам.
ЧТО И ПОЧЕМУ
Если не вдаваться в технические детали, то устройство и принцип работы электролобзика нельзя назвать сложными. В нижней части корпуса инструмента расположена плоская подошва, а верхнюю венчает рукоятка.
В корпус заключен двигатель. Вращательное движение его вала с помощью редуктора преобразуются в возвратно-поступательные движения ползуна, размещенного вертикально в передней части корпуса. В ползуне, в свою очередь, крепят «вооружение» лобзика — рабочее полотно, которое выступает дальше подошвы. Как видим, устройство действительно нехитрое. Однако попробуем рассмотреть инструмент более детально, остановившись на некоторых его технических параметрах и функциональных особенностях. 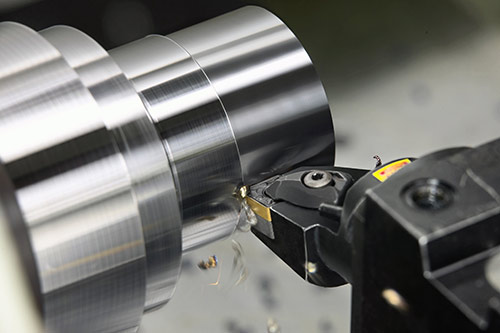 Один из базовых показателей любого электроинструмента — мощность. У лобзиков она колеблется в пределах от 200 до 900 Вт. «Слабосильные» машины (мощность некоторых из них порой не достигает даже 200 Вт) характерны для бытового сегмента.
Один из базовых показателей любого электроинструмента — мощность. У лобзиков она колеблется в пределах от 200 до 900 Вт. «Слабосильные» машины (мощность некоторых из них порой не достигает даже 200 Вт) характерны для бытового сегмента.
Мощность влияет не только на производительность, но и на возможность работы с жесткими материалами: «слабый» инструмент будет соответствующе вести себя при сильной нагрузке, когда велика вероятность заклинивания оснастки.
Другой важный показатель — частота ходов, которая сообщает, какое количество циклов «вверх-вниз» в минуту совершает аппарат. Нижний порог скорости — от 400 до 800 ходов, верхний — до 3500.
Почти на всех лобзиках, за исключением моделей невысокой мощности, есть системы регулировки частоты ходов. Простейшая — регулировка курком: скорость зависит от силы нажатия. С ее помощью можно быстро менять скорость хода полотна, однако такой функцией оснащены не все аппараты. Более сложная и распространенная система — электронная регулировка: скорость устанавливают колесиком на корпусе.
Амплитуда хода, которая обычно находится в диапазоне 18–26 мм, сообщает о том, как работает инструмент. Чем больше амплитуда, тем соответственно большее количество зубьев на полотне будет соприкасаться с материалом.
В технических характеристиках электролобзика указывают также максимальную глубину пропила, причем для трех материалов — дерева, алюминия и стали. Последние два,естественно, наиболее твердые, поэтому речь идет о незначительных цифрах (в случае со сталью — буквально миллиметры).
ОСОБЕННОСТИ И РЕГУЛИРОВКИ
ЭЛЕКТРОНИКА
Помимо системы регулировки частоты ходов, некоторые модели электролобзиков оснащают и другими электронными системами. Например, «константная» электроника позволяет сохранять частоту ходов на невысокой скорости. Хотя наличие такой особенности у лобзика не столь необходимо, как у многих других инструментов (допустим, у перфоратора или дисковой пилы), все же в некоторых ситуациях она будет полезна.
Ограничение пускового тока встречается обычно на более или менее дорогих моделях. Плавный пуск позволяет не только снизить нагрузку на сеть, но и добиться большего удобства при работе. Да и детали инструмента благодаря плавному пуску меньше изнашиваются. Кроме того, с мягким стартом проще начать пиление по разметке: полотно не съедет с метки из-за резкого рывка в начале работы.
МАЯТНИКОВОЕ ДВИЖЕНИЕ
Большинство современных электролобзиков оборудовано системой подкачки — многоступенчатым маятниковым ходом.
При переключении в этом режиме вилка, на которой держится опорный ролик, отклоняется назад (чем выше ступень хода, тем дальше), освобождая для себя пространство. Таким образом, при работе полотно движется не только вверх-вниз, но и вперед-назад.
Подобная система нужна для выполнения быстрого и грубого реза, когда нужно разделать длинную заготовку — здесь важна не точность и чистота, а высокая производительность.
Однако следует помнить, что используют маятниковый ход только при выполнении прямых распилов, поскольку в иных случаях вероятен перегиб полотна, грозящий заклиниванием или поломкой.
НАКЛОН ОПОРНОЙ ПЛИТЫ
Чтобы выполнить пропил под углом к поверхности (до 45 градусов), используют функцию наклона опорной плиты. На некоторых моделях лобзиков есть специальная шкала, благодаря которой установить точное положение подошвы несложно. Но на многих инструментах такой шкалы нет — придется подбирать угол с помощью подручных средств.
Кроме того, ряд электролобзиков оснащен возможностью безынструментальной регулировки наклона подошвы. Она не только экономит время, но и увеличивает точность настройки. Чтобы ослабить или затянуть механизм, нужно всего лишь отвести рычаг. При этом подошва, в отличие от ключевой настройки, не успеет произвольно изменить положение.
БЕЗЫНСТРУМЕНТАЛЬНАЯ ЗАМЕНА ПИЛКИ
Функция безынструментальной замены пилки — еще одно «послабление» для пользователя. Она позволит сэкономить время при смене оснастки. Такая функция особенно актуальна для профессионалов, которым во время работы приходится часто менять полотна, чтобы «разделывать» различные материалы.
Механизм прост: необходимо оттянуть рычаг, обычно расположенныйна корпусе инструмента или на штоке, заменить полотно и вернуть фиксатор в исходное положение. Выигрыш во времени по сравнению с ключевым зажимом очевиден. Однако нужно быть внимательным, поскольку для такого зажима подойдут не все пилки.
СИСТЕМЫ ПЫЛЕУДАЛЕНИЯ
Системы удаления опилок — не последняя позиция в наборе функций и возможностей электролобзика. Лобзиком с малоэффективной системой работать непросто: опилки в большом количестве будут оставаться на поверхности материала и закрывать линию реза. Да и для здоровья человека это не слишком полезно.
Часть моделей оснащают системой, позволяющей рационально использовать воздух, который циркулирует внутри самого инструмента. Она не выдувает его в сторону, а по специальным каналам направляет к месту контакта пилки с заготовкой.
Система регулировки напора воздуха (встречается нечасто) позволяет выбирать мощность потока. Если опилок мало, предпочтителен слабый напор, чтобы не раскидать отходы во все стороны. Если, наоборот, мусора скапливается много, то подойдет сильный сдув.
Еще один вариант удаления опилок — подключение пылесоса (хотя далеко не всегда опилки отсасываются эффективно).
ЗАЩИТНЫЙ ЭКРАН
Несмотря на то что им оснащены не все лобзики, защитный экран — важная часть его «обмундирования». Он ограничивает доступ к зоне хода полотна, а это зона потенциальной опасности: пальцы в нее могут попасть.jpg) совершенно случайно. При наличии экрана несчастные случаи практически исключены.
совершенно случайно. При наличии экрана несчастные случаи практически исключены.
Есть у него и другая функция: он препятствует распространению опилок. Как правило, защитный экран делают прозрачным, чтобы не ограничивать обзор, и съемным (или сдвигающимся).
ЛАЗЕРНЫЙ УКАЗАТЕЛЬ И ПОДСВЕТКА МЕСТА РЕЗА
Некоторые лобзики производители оснащают лазерным указателем линии реза. Обычно съемный блок (при желании укоротить лобзик его можно снять, чтобы выиграть немного пространства) с лазером располагается на лицевой панели.
При работе лобзиком луч указателя необходимо держать на размеченной линии, тогда погрешности при распиле будут незначительными. Однако у многих пользователей лазерная «указка» вызывает нарекания как раз из-за того, что точности добиться не получается, поэтому не все пользуются такой функцией.
А вот подсветка места реза будет полезна, например, при недостаточном освещении, когда размеченную на заготовке линию трудно увидеть. Впрочем, эту функцию инструмента используют не так часто.
НАПРАВЛЯЮЩАЯ ШИНА
Как и в случае с другими «режущепилящими» инструментами, при работе с лобзиком направляющая шина позволяет добиться ровного и точного по всей длине пропила. Многие пользователи применяют «самопальные» боковые упоры, однако только специально приспособленная направляющая обеспечит наиболее аккуратный рез. Принцип действия простой: прочерчивают линию для распила, устанавливают инструмент в колодку, с помощью «насечки» шину совмещают с линией и закрепляют.
СТАЦИОНАРНАЯ УСТАНОВКА
Здесь тот случай, когда стандартных вариантов, по сути, нет. Очертания корпуса у разных моделей разные. Некоторые производители (в частности, Festool) продают уже готовые стационарные системы. Но вполне реально изготовить пильный стол и самостоятельно.
Чем хороша стационарная установка: работать в таких условиях удобнее, точность повышается, сколов на лицевой поверхности удается избежать. Правда, есть «минус»: защитные кожухи отсутствуют, поэтому необходимо проявлять осторожность.
ПРОЧЕЕ
Выключатель с возможностью фиксации во включенном положении будет особенно удобен при длительной работе. Положительно он себя проявит и в случае, когда просто нужно изменить положение инструмента или поменять руку. Кнопка фиксации обычно расположена сбоку на рукоятке.
Съемный сетевой кабель делает электролобзик более компактным, а это упрощает упаковку и транспортировку. Да и в случае повреждения шнура его несложно заменить. Правда, съемные кабели есть в ассортименте немногих производителей.
КАК ВЫБРАТЬ
Подбор любого инструмента — во многом сходен с пошивом костюма на заказ: вроде и форма привычная, классическая и устоявшаяся, а все равно — важны индивидуальные особенности. Не каждый электролобзик — идеальный образец, который подойдет пользователю по всем параметрам. Для одних в первую очередь важны такие показатели, как мощность инструмента, частота ходов и максимальная глубина пропила — свидетельствующие о возможностях инструмента. Для других на передний план выходит принадлежность аппарата к тому или иному классу. И в том и в другом случае могут быть загвоздки. Например, бытовой электролобзик порой в чем-то даст фору профессиональной модели…
При выборе следует уделить особое внимание нескольким основным моментам. Так, для лобзика важна хорошая координация движения полотна и вилки на маятниковом ходу. То есть чрезмерная подкачка снизит скорость и производительность. Или, наоборот, подкачка недостаточная, а мощность уходит на частоту ходов.
Во многом на точность пиления влияет подошва лобзика. Стоит обратить внимание на материал: пластиковые проигрывают по точности. Кроме того, подошва должна быть крепко соединена с корпусом инструмента, чтобы не возникало никакого люфта. Материал исполнения важен и для корпуса редуктора. Полностью пластиковый, конечно, уступает металлическому, в частности по такому показателю, как теплоотвод, — у модели с металлическим корпусом редуктора он лучше.
При покупке инструмента не лишним будет если не попробовать его в работе, то хотя бы включить и подержать на «холостом ходу». Это позволит ощутить силу вибрации лобзика. Если она такая, что с ним явно непросто сладить (к примеру, из-за тряски затруднительно попасть на линию разметки), то стоит, наверное, отдать предпочтение другой модели.
Другая сторона, на которую многие пользователи обращают внимание при выборе инструмента, — эргономика и дизайн. Для некоторых важно иметь красивый инструмент, другие все же предпочитают удобный, поэтому выходит, что эргономика важнее.
Хотя и здесь все решают индивидуальные пристрастия. Взять, к примеру, рукоятки. Они на лобзиках бывают двух видов — скобовидные и грибовидные. В первом варианте пользователь держит машину только одной рукой, сверху. Второй вариант предоставляет оператору больше возможностей для хвата — инструмент можно держать двумя руками, меняя их положение. Кстати, некоторые производители выпускают электролобзики с «гибридными» рукоятками, совмещающими оба вида, поэтому выбор есть — реально найти машину «по рукам».
ОСНАСТКА
Подбор пилок для работы с электролобзиком — настоящее искусство. От правильного выбора зависит многое, в том числе аккуратность, точность, производительность работы.
Разделяют полотна в зависимости от материала, с которым они способны работать, от качества работ и конструктивных особенностей. Проще говоря, пилки различаются материалом изготовления, формой, размерами, заточкой и геометрией зубьев. Перечислить все варианты, пожалуй, очень сложно, так как эта задача потребует отдельной статьи с примерами. Ознакомиться с ними можно при помощи «упитанных» каталогов производителей инструментов и оснастки.
Постараемся указать общие особенности и закономерности в сжатом виде. По составу полотна выпускают либо .jpg) однородные, либо комбинированные. Пилки из высокоуглеродистой стали (HCS) отличаются гибкостью, а из быстрорежущей стали (HSS) — прочностью. Стоят они дешевле комбинированных, зато по способностям им уступают. Биметаллические (BiM) пилки совмещают гибкость и прочность: зубья, выполненные из HSS, приваривают к корпусу полотна из HCS. Биметаллическая конструкция, таким образом, увеличивает гибкость и срок их службы: если такое полотно согнуть, оно не сломается,а зубья не сточатся даже при пилении стали и более прочных материалов. Кстати, «вооружив» лобзик подобной пилкой и сняв подошву, инструментом можно пилить даже заподлицо.
однородные, либо комбинированные. Пилки из высокоуглеродистой стали (HCS) отличаются гибкостью, а из быстрорежущей стали (HSS) — прочностью. Стоят они дешевле комбинированных, зато по способностям им уступают. Биметаллические (BiM) пилки совмещают гибкость и прочность: зубья, выполненные из HSS, приваривают к корпусу полотна из HCS. Биметаллическая конструкция, таким образом, увеличивает гибкость и срок их службы: если такое полотно согнуть, оно не сломается,а зубья не сточатся даже при пилении стали и более прочных материалов. Кстати, «вооружив» лобзик подобной пилкой и сняв подошву, инструментом можно пилить даже заподлицо.
Толщина материала и качество реза зависят от расстояния между зубьями пилки. Как правило, для работы с более тонкими материалами и получения высокого качества реза используют пилки с меньшим шагом зубьев. При работе с деревом полотна с крупным и широко разведенным зубом подойдут для грубого и быстрого реза. Для быстрого, но качественного реза желательны пилки с переменным шагом зубьев — сверху шаг широкий, а ближе к низу сужается. Там, где необходим быстрый рез массивных заготовок, работают пилками с крупным, но неразведенным зубом (это обеспечивает меньший увод от вертикальной линии реза). Чтобы добиться чистого реза без сколов на лицевой поверхности заготовки, применяют полотна с зубьями, направленными вниз.
Для керамических заготовок, стекла и других подобных материалов предпочтительнее пилки с абразивным напылением (наиболее качественные — с алмазным) и твердосплавными напайками.
Хвостовики пильных полотен бывают обычно T-образными и U-образными. Первый вариант встречается чаще. При покупке оснастки стоит обратить внимание, подходит ли хвостовик выбранного полотна электролобзику.
ДОЛГО ЛИ УМЕЮЧИ…
Бесценность любого опыта заключается в том, что на его приобретение уходит немало лет. Касается это и опыта «общения» с электроинструментами, который порой нужно по-настоящему выстрадать. Зато после всего этого можно считать себя если не профессионалом, то хотя бы человеком знающим, подготовленным. Однако любой «курс молодого бойца» с чего-то начинается — с личного примера, совета или подсказки. Несколько таких «общих» советов и подсказок приведено в нашей статье.
Скорость. Частоту ходов выбирают перед началом работы в зависимости от того, какую задачу предстоит решать. Максимальная скорость (плюс высшая ступень подкачки) подходит для быстрого и грубого реза, когда необходимо разделать габаритную заготовку. Для точных распилов «обороты» стоит снизить, как и при использовании тонкого полотна, иначе при высокойчастоте ходов оно рискует перегреться. Это касается работы с древесиной. С металлом ситуация несколько иная. С одной стороны, на маленькой скорости инструмент сильно вибрирует, поэтому интенсивность должна быть максимальной. Однако при слишком высокой скорости металл будет перегреваться, что грозит деформацией заготовки. Вывод — ищем «золотую середину». Кроме того, при работе с металлом место распила следует смазывать маслом.
Сколы. Со сколами, возникающими при пилении, борются различными способами. Например, с помощью специального вкладыша, который вставляют в прорезь на подошве. Там он выполняет роль упора — не дает подняться «бахроме» при движении пилки. Вкладыш часто входит в комплект. Многое зависит и от правильного выбора полотна. Пилки, предназначенные для чистого реза, обычно выполняют работу действительно аккуратно. Еще необходимо помнить, что при работе с невысокой частотой ходов вероятность появления сколов заметно выше.
Полотно. Наверное, многим свойственно при работе любым инструментом «давить» на него, как будто это ускоряет процесс. Возможно, и будет небольшой выигрыш во времени, однако потери могут оказаться более серьезными. Поэтому, работая лобзиком, не стоит нажимать на пильное полотно: оно нагреется и сломается. Не стоит также использовать полотно «до упора», пока его зубья окончательно не сточатся. От «беззубой» пилки-инвалида пользы нет, она не будет резать материал. Кроме того, с такой оснасткой возрастает нагрузка на двигатель инструмента.
Выпиливание профиля в центре заготовки. Для выполнения подобной операции нужна определенная сноровка, которую приобретают как раз с опытом. Погрузить полотно в заготовку можно следующим образом: начинают пилить посередине нужного профиля с минимальным углом наклона аппарата к поверхности, затем, когда пилка начнет «вгрызаться» в материал, увеличивать угол до тех пор, пока он не станет равным 90 градусам. Есть и менее виртуозный, но более легкий способ сделать погружной врез: просверлить отверстие рядом с линией реза или на ней и начать движение от него.
Работа на комбинированном станке на примере Performax PKM 300.
Что лучше: мастерски владеть одной специальностью или, потеряв в чем-то, освоить несколько? Сложный вопрос… Если речь идет о деревообрабатывающих станках, то чаще всего «в одном флаконе» предлагаются пиление, строгание и сверление (иногда и фрезерование) — как уживаются эти компоненты? Чтобы разобраться, мы взяли не слишком дорогой бытовой станок Performax PKM 300 (предоставлен компанией "ИТА") и опробовали его в работе.
 Что касается качества выполнения операций, то данный экземпляр порадовал: пиление производится точно, рез чистый (спасибо хорошему диску), поверхность после строгания идеально гладкая, сверлить просто и удобно. Однако это не означает, что с другими моделями комбинированных станков все будет в точности так же. Поэтому при выборе обращайте внимание не только на мощность и число функций, но и на качество изготовления. Имеет значение прочность и жесткость столов, возможность точной регулировки (иногда мешают люфты), возможность сборки станка и установки вспомогательных приспособлений без перекосов и т. д.
Что касается качества выполнения операций, то данный экземпляр порадовал: пиление производится точно, рез чистый (спасибо хорошему диску), поверхность после строгания идеально гладкая, сверлить просто и удобно. Однако это не означает, что с другими моделями комбинированных станков все будет в точности так же. Поэтому при выборе обращайте внимание не только на мощность и число функций, но и на качество изготовления. Имеет значение прочность и жесткость столов, возможность точной регулировки (иногда мешают люфты), возможность сборки станка и установки вспомогательных приспособлений без перекосов и т. д.
Материал, из которого изготовлены столы, да и вообще конструкция тоже имеет значение. Если вопрос веса не критичен, то чугун вне конкуренции. Вполне неплох и литой алюминий, но нужно понимать, что в месте подвижных соединений со стальными деталями (например, отверстия под штанги) он будет изнашиваться и, возможно, подклинивать. Столы для пиления обычно штампованные, из стали. Тут правило простое: чем толще материал, тем лучше.
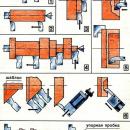
ПИЛЕНИЕ
Пиление бруса вдоль упора
Можно уверенно утверждать, что одной из основных работ любого универсального деревообрабатывающего станка станет распиловка. Достаточно большой стол, прочная конструкция, мощный двигатель и диск большого диаметра позволяют эффективно выполнять даже объемные работы: разделку досок на рейки, распиловку брусьев и т. д. Важно учитывать, что при работе вдоль упора имеет значение предельная ширина заготовки. Для безопасной, точной и удобной распиловки длинномеров необходимо использовать роликовые опорные стойки.
Пиление бруса вдоль упора с наклоном
Подавляющее большинство специализированных пильных станков позволяют резать с наклоном. У них поворачивается диск вместе с пильной частью или, в худшем случае, наклоняется сам стол. Универсальные станки, напротив, такой возможности почти никогда не дают. Конструкция была бы слишком сложной. Однако не очень массивные заготовки все же можно распускать с наклоном, используя для базирования наклоняемый боковой упор.
Шкала для установки бокового упора
Очень удобны в работе упоры, передвигаемые по отдельной направляющей с нанесенной мерной шкалой. После установки нужного значения достаточно затянуть стопор. Увы, зачастую упор привинчивают на плоскость пильного стола, а не на отдельную направляющую. Регулировать его приходится с использованием вспомогательного измерительного инструмента. Такие «упрощенные» упоры требуют довольно кропотливой регулировки, ведь требуется не просто выставить расстояние, но и добиться параллельности с пильным диском.
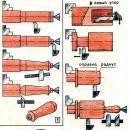
Усовочные работы
Если вместо основного пильного стола установить маленький, укороченный, то станок превращается в удобный инструмент для вырезания шипов и пазов под соединения. Миниатюрный пильный столик реально установить ниже оси доска, чтобы она была на уровне центра заготовки. Небольшой регулируемый упор поможет не ошибаться. Столик установлен на одной штанге, его можно поворачивать, что позволяет делать вырезы под углом. Если защитный кожух крепится на основном столе, то работать придется без него, соблюдая повышенную осторожность.
Каретка для пиления под заданным углом
Очень удобное и полезное в работе приспособление — каретка. Если есть возможность, то пользоваться ею нужно при выполнении любых точных резов, а не только тех, что связаны с торцеванием. В зависимости от класса станка механизм, направляющий каретку, может быть разным. Например, длинный пруток и пара втулок. Лучше если вместо прутка мощный рельс, а вместо втулок ролики.
Роликовые направляющие каретки
Очень удобное и полезное в работе приспособление — каретка. Если есть возможность, то пользоваться ею нужно при выполнении любых точных резов, а не только тех, что связаны с торцеванием. В зависимости от класса станка механизм, направляющий каретку, может быть разным. Например, длинный пруток и пара втулок. Лучше если вместо прутка мощный рельс, а вместо втулок ролики.
Транспортирная шкала
Практически любая каретка имеет регулируемый упор для заготовки, как правило, оснащенный транспортирной шкалой. К сожалению, не во всех случаях разметке можно доверять из-за случающихся перекосов в конструкции. Если упор выполнен точно, работать будет куда проще, в противном случае нужные углы переносят малкой.
шкалой. К сожалению, не во всех случаях разметке можно доверять из-за случающихся перекосов в конструкции. Если упор выполнен точно, работать будет куда проще, в противном случае нужные углы переносят малкой.
Регулировка упора крайнего положения (перпендикулярный рез)
Признак хорошего тона производителя — предусмотреть регулируемый упор крайнего положения. Один из часто используемых углов — прямой. Есть смысл потратить немного времени и точно отрегулировать его при помощи угольника, чтобы в ходе работы не «ловить микроны» каждый раз, когда надо сделать точный перпендикулярный рез.
Вырезание паза вдоль бокового упора
Пиление на ограниченную глубину может использоваться в разных случаях. Самый банальный пример — вырезание паза в середине заготовки. При распиловке ламинированных панелей часто выполняют подрезку (рез на минимальную глубину с лицевой стороны), чтобы при основном резе не образовались сколы на поверхности. При распиловке массивных заготовок опытный мастер регулирует стол так, чтобы зубья диска едва выступали над поверхностью. Это уменьшает число сколов, кроме того, диск работает в наиболее благоприятном режиме.
Регулировка высоты пильного стола
Если у специализированных пильных станков часто неподвижен стол, а положение меняет диск, то у универсалов все наоборот. В данном случае отдельный узкий пильный стол расположен на двух штангах (каждая из них с фиксатором). Достоинство: простота регулировки и отсутствие необходимости устранять перекосы после изменения высоты. Иногда пильный стол имеет большие размеры. В таком случае регулировать его сложнее, зато удобнее работать с крупными заготовками.
СТРОГАНИЕ
Строгание плоскости вдоль бокового упора
Еще одна популярная операция — строгание. Как правило, возможности универсальных станков ограничены фугованием, то есть выравниванием одной плоскости. «Станки-специалисты» (не универсальные, а просто строгальные) обычно имеют два стола и могут также производить рейсмусование. Важные параметры: частота вращения ножевого вала, длина столов, возможность точной настройки, максимальная глубина строгания.
Строгание наклонной плоскости по упору
При использовании наклоняемого параллельного упора несложно снимать фаски или вообще создавать наклонные плоскости. Работу лучше проводить со стороны, ближней к диску, чтобы открытая часть ножевого вала имела наименьшую длину (требования безопасности).
Регулировка высоты стола (глубины строгания)
Глубину строгания за один проход регулируют, изменяя положение переднего стола. Обычно во всех случаях принцип действия один — передний стол двигают по наклонным направляющим. Наилучший вариант — штанги, которые обеспечивают как точность (отсутствие перекосов), так и легкость (отсутствие подклиниваний) регулировки. Фиксатор стола зажимает направляющие с двух сторон.
Строгание паза ("выборка четверти")
Не все универсальные станки позволяют выбирать паз с края заготовки. В любом случае глубина паза будет ограничена конструкцией станка. Заготовку ведут вдоль того же параллельного упора. Для достижения лучшего результата необходимо перед работой проконтролировать положение ножей в барабане — они не должны выступать за боковую поверхность столов и не должны «проваливаться» относительно края переднего стола (или столов, если их края на одном уровне). Желательно выбирать паз за наименьшее число проходов (лучше снизить подачу, чем глубину строгания).
Защитный кожух ножевого вала
В целях безопасности производители комплектуют станки защитой. Планку сдвигают и фиксируют, оставляя открытой лишь ту часть барабана, которая задействована в работе.
Регулировка высоты установки ножей
Универсальные и другие станки, имеющие ножевой вал, комплектуют стальными ножами. После того как они затупятся, их перетачивают, выдерживая правильный угол заточки. После установки регулируют. Общее правило — нож должен быть на одном уровне с задним столом — можно выполнить при помощи любого металлического бруска (подойдет, например, упор угольника) или при помощи установочного шаблона, если он входит в комплектацию. Повторимся: для того чтобы выбирать паз, нужно контролировать и смещение ножа вдоль оси барабана.
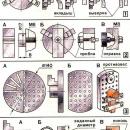
СВЕРЛЕНИЕ
Общий вид сверлильного столика
Многие универсальные станки позволяют выполнять и сверление деревянных заготовок. Обычно заготовку  располагают на простом столике, иногда даже не имеющем никаких упоров. Часто такой столик или более совершенный (как на фотографии) нужно докупать отдельно. Достоинство показанного столика в возможности точно выполнять вертикальную (на сверло) и горизонтальную подачу, а также в том, что заготовку можно зафиксировать прижимом.
располагают на простом столике, иногда даже не имеющем никаких упоров. Часто такой столик или более совершенный (как на фотографии) нужно докупать отдельно. Достоинство показанного столика в возможности точно выполнять вертикальную (на сверло) и горизонтальную подачу, а также в том, что заготовку можно зафиксировать прижимом.
Регулировка высоты сверлильного столика
Во всех случаях столик выполняют регулируемым по высоте, что позволяет сверлить отверстия на заданном расстоянии от края заготовки. Это могут быть, к примеру, отверстия под мебельные шканты. Самый удобный вариант с возможностью грубой и точной установки: ослабив два фиксатора, столик можно переместить на большое расстояние. Ослабив только верхний, «ловят микроны», вращая установочную рукоятку.
Настройка упора глубины сверления и горизонтального упора
Чтобы сверлить отверстия на заданную глубину или/ и подавать заготовку в горизонтальном направлении строго до нужного положения, используют упоры. Упор глубины сверления установлен на одной из штанг. Горизонтальных упоров два (левый и правый ограничители), на фотографии — штанга, которую фиксируют, затягивая болт.
Упорную пластину можно переустанавливать и регулировать
При выполнении серийных операций с одинаковыми заготовками разумно воспользоваться регулируемой планкой-упором — она дополняет планку, жестко установленную на столике. Упор ставят под торец заготовки или сбоку (тогда ее можно подавать вдоль) и настраивают.
Патрон для фиксации сверл
Обычный кулачковый патрон посажен на конус Морзе; сверла меняют, как и обычно, при помощи ключа. Некоторые универсальные станки кроме сверления могут выполнять фрезерование концевыми фрезами, однако такая возможность должна быть оговорена производителем, в противном случае работа грозит окончиться поломкой или травмой.
Выключатель с функцией реверса
Реверс необходим станку в первую очередь для работы сверлами: в стандартной конфигурации пильный диск и ножевой вал установлены так, что требуют вращения, неподходящего для сверления. Кстати, в некоторых случаях вращение можно изменить и для облегчения пиления (разумеется, перевернув диск и, если возможно, пильный стол с защитным кожухом).
Похожие товары
| Изображение | |
|---|---|
|
Сценки про первокурсников . Чем отличается современный студент Сценки про первокурсников придется вам сочинять без посторонней помощи. Закончив школу, все выпускники пытаются поступить в учебное заведение, чтоб получить билет в дальнейшую взрослую уже жизнь. |
Отзывы :0шт. |
|
Остекление фасадов Стекло для остекления фасадов зданий выпускается в разной цветовой гамме и любое дизайнерское решение, даже самое смелое, можно воплотить в жизнь. |
Отзывы :0шт. |
|
Строительная арматура Кроме того строительная арматура является весьма популярным среди потребителей видом металлопроката. Изготавливают ее на основе горячекатаной стали. Внешне она похожа на круглые стальные стержни... |
Отзывы :0шт. |
|
Поменять замок Хорошая фирма сможет предоставить все модели замков, бронизащит, личинок, а так же упомянуть все плюсы и недостатки конкретных моделей, тем самым не навязывая вам определенный вид замка. Затем, качественно заменить, на оптимальную, подходящую модель, которую Вы выбрали сами, конечно же, представители фирмы должны вручить гарантийный документ своего товара. |
Отзывы :0шт. |
|
Как найти работу в Златоусте? Подходящая работа в Златоусте найдётся всегда, поскольку вакансии представлены достаточно широко. Для поиска главное – это качественно оформить резюме и обладать реальными профессиональными навыками. |
Отзывы :0шт. |