Выбор форматно-раскроечного станка: профессиональные советы, фото, видео.
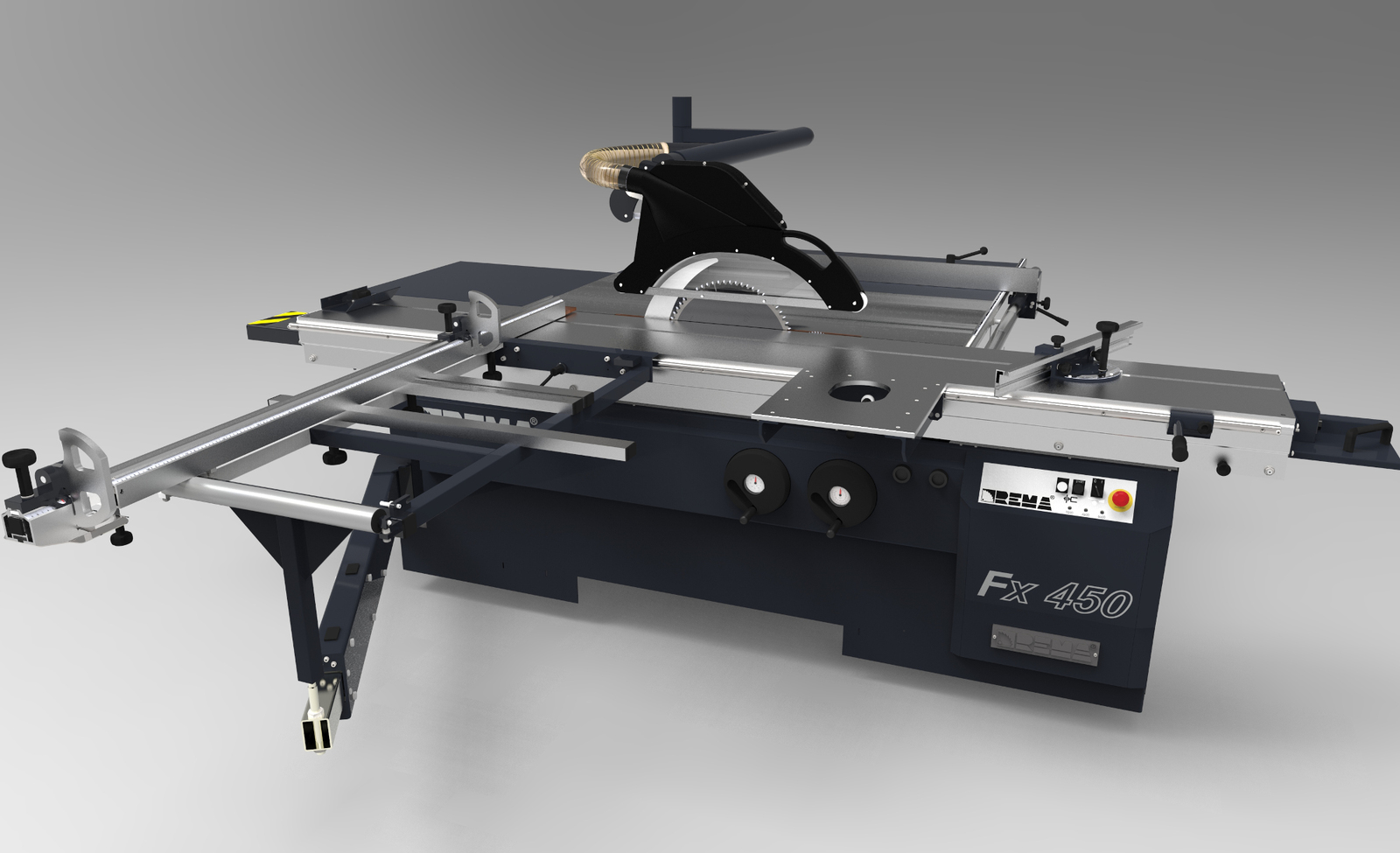
Из чего же складывается качество станка? В первую очередь - это точность реза. Немаловажными являются максимальная производительность станка, возможность использования дополнительных инструментов, облегчающих управление станком, а также предельный срок его исправной службы. Только проанализировав отмеченные составляющие, можно произвести оценку: «дорого» или «дёшево». Поэтому рассмотрим основные характеристики подробнее.

Из чего же складывается качество станка? В первую очередь - это точность реза. Немаловажными являются максимальная производительность станка, возможность использования дополнительных инструментов, облегчающих управление станком, а также предельный срок его исправной службы. Только проанализировав отмеченные составляющие, можно произвести оценку: «дорого» или «дёшево». Поэтому рассмотрим основные характеристики подробнее. Выбор форматно-раскроечного станка основывается на следующих китах: Точность реза Это главная функциональная характеристика форматно-раскроечного станка, которая определяет точность формы и размеров получаемой детали. В основном точность реза зависит от жёсткости станины, точности базирования узлов (главным образом, каретки и пильного агрегата), их настройки, а также от точности базирования самой заготовки. Жёсткость станины Станина является остовом форматно-раскроечного станка, базой, на которую крепятся другие узлы. Точный по геометрии рез может быть получен только с «жёсткой» станиной, которая будет «гасить» возникающие при работе станка вибрации. В этом случае важную роль играет масса станины (а значит, и станка в целом), более тяжёлые станины лучше поглощают вибрации от агрегатов, что сказывается, кстати, не только на качестве реза, но и на длительности сохранения настроек оборудования. Кроме того, станина должна обеспечивать устойчивость станка на ровном бетонном полу. Точность базирования узлов Однако не стоит ориентироваться только на массу форматно-раскроечного станка. Например, ненадёжно или неправильно закреплённые узлы способны свести на нет все преимущества тяжёлой станины. Так очень важный элемент форматно-раскроечного станка - каретка перемещается по расположенным на станине направляющим. От надёжности и качества этих направляющих зависит точность хода каретки, а значит, и конечный размер получаемых заготовок. Сама каретка рассматриваемых станков выполняется в виде консоли с поддерживающей балкой. Как и любой консольный механизм, система каретки с опорной рамой склонна к «прогибу». Чтобы минимизировать этот эффект,каретки обычно изготавливают из алюминиевого профиля, уменьшая тем самым их массу. Однако алюминий более пластичен, чем, например, сталь, поэтому для повышения формоустойчивости конструкции её делают с большим числом внутренних перегородок (многокамерные каретки). Полезно узнать, как крепится пильный узел форматно-раскроечного станка. Если на станине, она будет гасить колебания от двигателя пилы. Если же с нижней стороны неподвижного стола, то необходимо убедиться в том, что вибрации от двигателя не мешают работе: уточнить, достаточно ли массивен стол, а также дополнительно проверить надёжность крепления пильного узла. Качество реза зависит и от точности настройки подрезного узла. Самое ВАЖНОЕ в такой настройке - избежать появления так называемой ступеньки при распиле. При настройке узла механическим способом, обратите особое внимание на расположение необходимых регулировок. Желательно, чтобы все они находились на доступной части станины, так как, например, под рабочим столом доступ к ним достаточно затруднён Особенно это важно, если учесть, что подрезную пилу необходимо затачивать чаще, чем основную. Точность базирования заготовки Чтобы размеры распиленной детали точно соответствовали необходимым, важно, кроме правильного крепления узлов, надёжное базирование и плавная подача самой плиты. Плавность хода подвижного стола можно оценить непосредственно при осмотре станка. Качественный подвижной стол сохраняет плавность хода и после 3-5 лет эксплуатации, Полезно перед покупкой посетить те предприятия, на которых уже длительное время используются такие же или подобные модели станков. Кстати, такая экскурсия поможет оценить качество не только каретки, но и многих других узлов, а также «из первых рук» узнать о практическом опыте эксплуатации данного оборудования. Надежное базирование плиты осуществляется с помощью упоров. Они могут выполнять как функцию простого ограничителя движения плиты (например, поперечный упор), так и роль направляющих, вдоль которых происходит перемещение заготовки (продольная опорная направляющая линейка). Упоры должны надёжно и точно позиционироваться с помощью зажимов. Для точного выставления размера (фиксации упора в определённом положении) направляющие оснащаются линейками. Способ выставления размера может быть либо механическим, либо с помощью цифровых индикаторов на линейках. Для базовых конфигураций станков более типичен механический способ. В этом случае удобно, когда шкала линейки наклонена в сторону оператора, что позволяет легче устанавливать и проверять размер и уменьшает риск ошибки. Линейки с увеличительными стеклами (линзами) дают оператору возможность лучше разглядеть значение шкалы и точнее совместить положение упора с заданным размером на шкале. Сами шкалы должны быть гравированные, чтобы они не стирались со временем. В комплектацию станка входит также специальная угловая линейка. Она позволяет раскраивать детали под углом без применения линейки поперечного упора, которая устанавливается под прямым углом к линии реза для получения правильной геометрии детали. Производительность форматно-раскроечного станка Оборудование для серийных и более крупных производств рассчитано для работы в две смены, Если в документации к станку рекомендовано его использование не более чем в одну смену, то такой станок подойдёт лишь для индивидуальных и мелкосерийных производств - его использование при больших нагрузках является нарушением норм эксплуатации. Важным критерием выбора станка является материал, с которым предстоит работать (ДСП, MDF, OSB, фанера и другие), а также тот факт, будут ли плиты облагороженными (облицованными) или нет. Необходимо определиться и с преобладающими на производстве размерами плит и способом их раскроя: пакетный (раскрой плит в пачках) или же по одной плите. Недостаточное внимание к этим вопросам повлечёт за собой значительное уменьшение производительности оборудования, снижение качества получаемых деталей и срока службы станка. Необходимо обратить внимание на максимальную длину пропила каретки, определяющую максимальные габариты распиливаемых деталей. Параметр у станков TPS machinery является длина 3200 мм, что связано со стандартными размерами плит и максимальными размерами деталей корпусной мебели. Ширина каретки играет важную роль при раскрое крупноформатных плит, Чем шире каретка, тем лучше распределится вес плиты. Ещё один параметр - высота пропила. Для производства мебели чаще всего используются плиты ДСП двух толщин: в Европе 18 и 25 мм, в России -16 и 22 мм. А это означает, что большая высота пропила будет актуальна, если планируется распиливать плиты пачками (пакетный раскрой). Отметим также, что высота пропила напрямую связана с диаметром основной пилы, а значит в большинстве случаев распространённого значения диаметра 300 мм вполне достаточно. Нельзя не упомянуть о двух приспособлениях, полезных при распиле пакетов плит. Первое специальный фиксатор стола каретки в необходимой позиции, который значительно упрощает загрузку листов. Второе - пневматический прижим, он позволяет надежно «зафиксировать» тяжёлую пачку плит, что оператору вручную сделать практически невозможно. Правда, применение пневмоприжима уменьшает максимальную длину пропила на 100-200 мм. Важно, чтобы размеру распиливаемых плит соответствовала суммарная площадь столов станка. Это рабочее пространство складывается в основном из площади неподвижного стола, а также опорного стопа каретки, которая, кроме того, имеет специальную поддерживающую раму, перемещающуюся вместе с ней. Соответственно, чем больше общая площадь поверхности всех этих элементов, тем более крупные и тяжёлые детали можно распиливать на станке. Используются и другие, дополнительные столы, которые помогают избежать - провисания плит большого формата, если площади основных рабочих столов все же не хватает. Например, правый дополнительный (расширительный) стол позволит обрабатывать более широкие детали (продольный упор можно будет перемещать на большее расстояние) Также полезно наличие так называемого приёмного стола «на выходе» заготовки, предотвращающего падение деталей на пол. Если же форматно-раскроечный станок интегрирован в автоматизированную производственную линию, то роль такого стола может играть приёмное устройство транспортёра, доставляющего деталь к следующему станку для дальнейшей обработки. Выбираемая мощность двигателя основной пилы форматно-раскроечного станка обязательно должна быть согласована с другой характеристикой станка - максимально возможной толщиной пропила, а также с предполагаемой средней плотностью обрабатываемых материалов. Первый параметр подбирается, исходя из того, как будут раскраиваться плиты на станке: по одной либо пакетами (пачками). В случае пакетного раскроя необходима большая мощность двигателя. А второй параметр уже учитывают сами разработчики пильных узлов, считая максимальной для древесных материалов плотность порядка 800 кг/м. Отметим дополнительно, что большая мощность необходима также при раскрое плит из более плотных материалов, например таких, как ДБСП. Желательно, чтобы пильный узел предусматривал 2-3 частоты вращения основной пилы, это даёт возможность одинаково качественно раскраивать различные типы материалов. Так, например, для MDF рекомендуется большая частота вращения, чем для ДСП. Общий параметр для большинства существующих станков - угол наклона пил. Как правило, пилу можно наклонять на угол от 0 до 45°. Этот показатель важен при изготовлении мебели по индивидуальному заказу, например, из цельной древесины или угловых секций кухонной мебели, когда существует необходимость пиления под углом. В значительно меньшей степени это актуально для пиления плитных материалов из ДСП, MDF и т. п. Кроме основной пилы, на станке устанавливается узел с подрезной пилой. Она необходима при работе с облицованными плитными материалами. Имея большую частоту вращения и направление, сопутствующее направлению поступательного перемещения материала, подрезная пила выбирает в заготовке паз небольшой глубины и ширины. После этого основная пила может сделать пропил, не допуская сколов материала при выходе зуба пилы из заготовки. Кстати, при раскрое облицованных плит важным фактором является качество поверхности неподвижного стола. Чтобы при перемещении по нему облицованных заготовок исключить повреждение их пластей, стол полируют. Срок службы форматно-раскроечного станка Срок исправной службы форматно-раскроечного станка во многом зависит от срока службы его каретки. Каретки различают по тому, какой элемент обеспечивает их перемещение - ролики или шарики. Функционально оба варианта не отличаются друг от друга, и разница между ними может проявиться только при длительной эксплуатации. Каретки на шариковых подшипниках потенциально более точны, так как шар обладает большим числом степеней свободы и потому позиционирование каретки осуществляется лучше. В свою очередь, конструкции с роликовыми подшипниками потенциально более долговечны при больших нагрузках. Контакт ролика с направляющей происходит не в точке (как в случае с шаром), а по линии, что равномерно распределяет нагрузку и продлевает срок службы механизма. Поэтому каретки на роликовых опорах чаще используют для более тяжёлых станков, в которых подвижной стол значительно массивнее. Отметим также, что каретки на роликовых подшипниках, как правило, стоят дороже. Однако более важным оказывается не роликовая или шариковая основа, а качество исполнения самой каретки и надёжность направляющих на станине. Сервисное обслуживание Ни один станок не застрахован от поломок. При этом долговечность не является определяющим параметром, что связано с особенностью современного мира высоких технологий: оборудование быстрее стареет морально, чем физически. В такой ситуации куда важнее гарантийный срок эксплуатации, устанавливаемый производителем, который в течение этого срока отвечает за исправную работу станка. При покупке станка необходимо заключить Договор. Грамотно составленный Договор поможет избежать большинства возможных проблем. Одним из показателей того, что в случае необходимости все исправления будут сделаны своевременно, может служить наличие у фирмы большого склада. Важным параметром при выборе станка, конечно же, является и его цена.
Похожие товары
| Изображение | |
|---|---|
|
Что представляет собой скрепер? Скрепера самоходные от забода МоАЗ и их техническое описание Скреперы используют для разработки разнообразных грунтов I—III категорий от чернозёма до тяжёлых глин. Очень плотные грунты предварительно разрабатывают рыхлителями. Применение скреперов определяется дальностью возки грунта. |
Отзывы :0шт. |
|
Революция в заточке цепей. Инновационная разработка, включающая в себя пильную шину, цепь, а также уникальное устройство для заточки цепи получила название Power Sharp®. Инновационность системы заключается в том, что для заточки цепи не требуется ее демонтаж с шины. Для того чтобы заточить Вашу цепь необходимо выполнить три простых действия: Процесс заточки пильной цепи сложный и трудоемкий. Компания Oregon® серьезно... |
Отзывы :0шт. |
|
Различные форматно-раскроечные станки: принцип работы, сфера применения, цена, фото, видео. Форматно-раскроечные станки необходимы на любом мебельном производстве, особенно при изготовлении корпусной мебели. Эти станки предназначены как для пакетного, так и поштучного раскроя заготовок в заданный размер. Материалы, обрабатываемые на форматно-раскроечных станках: Форматно-раскроечные станки используются для продольного, поперечного раскроя, а также распиловки под углом различных... |
Отзывы :0шт. |
|
Уникальная технология бесшовной стыковой-контактной сварки. При производстве ленточных пил используются современные технологии, которые обеспечивают высокое качество продукции. Сварка для ленточных пил производится при помощи стыковой-контактной сварки методом оплавления на германском оборудовании компании IDEAL. При производстве ленточных пил используются современные технологии, которые обеспечивают высокое качество продукции. Сварка для ленточных... |
Отзывы :0шт. |
|
Станок сверлильный Sturm: описание, технические характеристики, фото, видео. Сверлильные станки предназначаются для обработки отверстий в сплошном материале, зенкерования, рассверливания и развертывания отверстий, уже существующих в заготовке. Так же при помощи таких станков осуществляют нарезание внутренних резьб, вырезание дисков из листового материала, и выполнение подобных операций сверлами, развертакми, зенкерами, метчиками и другими инструментами. |
Отзывы :0шт. |