Приспособления для заточки цепей бензопил. Известные способы точения бензоинструмента.





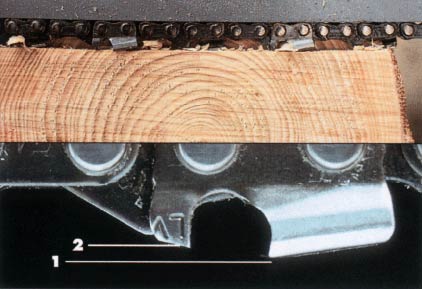

















Основным отличием данной системы является то, что затачивается не передняя, а верхняя часть каждого зуба. Заточка производится с помощью заточного камня с алмазным покрытием, который поджимается к цепи и снимает тонкий слой металла, обеспечивая идеальные углы режущих кромок. Из-за того, что цепь точится в процессе работы, результат получится идеальным, так как при заточке учитывается работа всех систем определенной пилы.

PowerSharp – новое слово в заточке цепей бензопил
Большинство пользователей любят бензопилы за их портативность и высокую скорость работы. Но все эти преимущества тут же пропадают, когда цепь бензопилы затупляется. Процесс распиливания становится намного медленнее, цепь приходится заменять или точить напильниками, ведь находясь, например, в лесу, нет возможности заточить цепь на специальном заточном станке. Напомним, что ручная заточка цепи может занять более получаса. Но теперь обо всем этом можно забыть, ведь есть PowerSharp – приспособление, которое поможет заточить цепь за считанные секунды, не снимая ее с шины.
PowerSharp – новое слово в заточке цепей бензопил
В чем особенность системы для заточки цепей PowerSharp?
Основным отличием данной системы является то, что затачивается не передняя, а верхняя часть каждого зуба. Заточка производится с помощью заточного камня с алмазным покрытием, который поджимается к цепи и снимает тонкий слой металла, обеспечивая идеальные углы режущих кромок. Из-за того, что цепь точится в процессе работы, результат получится идеальным, так как при заточке учитывается работа всех систем определенной пилы.
Сколько времени нужно, чтобы заточить цепь бензопилы с помощью PowerSharp?
На заточку цепи нужно около трех секунд, если износ зубьев значителен, времени может понадобиться немного больше. Затачивайте цепь бензопилы в течение трех-пяти секунд, затем сделайте пробный распил. Если результат вас не удовлетворил, повторите заточку.
Сколько раз можно затачивать цепь бензопилы?
С помощью системы PowerSharp цепь можно затачивать до 15 раз.
Лично мне посчастливилось испытать систему PowerSharp в действии. Должен отметить, что это уникальное приспособление очень удобно в работе. Нужно просто закрепить PowerSharp на шине бензопилы и можно производить заточку. Особенно понравилось, что все части системы собраны в одном корпусе, никаких дополнительных деталей и приспособлений не понадобится.
Методы заточки.
Заточка напильником
Такой способ потребует у вас минимум затрат на покупку оборудования, ведь такой агрегат, как - напильник, имеется в любом домашнем ящике инструментов.
Для начала, следует обратить внимание на диаметр напильника, он зависит от размера затачиваемой цепи:
Для цепи с размеров — 1,3 мм, подойдет напильник с диаметром 4 мм;
Для цепи с размеров 1, 6 мм, подойдет напильник с диаметром 5, 2 мм;
Плоский напильник, используется для снятия «ограничителей» у режущих зубьев.
При заточке цепи ручным напильником, Вам нужно соблюдать определенный угол обработки на режущем зубе. В помощь Вам, на каждом зубе цепи звена имеется специальная заводская насечка – которая указывает максимальный угол заточки.
Именно этим углом, Вы должны руководствоваться при заточке бензопилы круглым напильником.
Помимо режущего зуба, каждое звено цепи имеет ограничитель, который определяет максимальную глубину вхождения режущих зубов в дерево. Заточка ограничителей производится не так часто, а лишь по необходимости, когда при заточках уменьшается высота режущего зуба и возникают трудности для полноценной работы бензопилы.
Важным вспомогательным приспособлением при заточке цепи бензопилы напильником, является — струбцина. Главная ее функция – это закрепление и фиксация шины пилы. Как правило, струбцина крепиться на край стола или верстака. Хорошо закрепленная пила — залог успеха при заточке.
Существует еще одно вспомогательное приспособление – лекало. Оно закрепляется на пильной шине бензопилы и оснащено роликами для передвижения. Вы выбираете самый лучший для вас угол заточки, и фиксируете его с помощью лекала. Дальше от Вас потребуется лишь водить напильником в пазе этого приспособления. Благодаря лекалу, Вы сможете свести риск неправильной заточки и ее сложность — к минимуму.
Плюсы метода: Самый дешевый и простой способ заточки.
Недостатки метода: Отнимает довольно много сил и времени. Как правило, напильник, после такой заточки — долго не проживет.
ручным станком
Не каждую цепь можно хорошо заточить с помощью напильника. Например, если режущая кромка цепи потеряла форму, то заточка с помощью напильника потребует от вас слишком много усилий и времени.
В таких тяжелых случаях, самым верным решением, будет — использовать станок для заточки цепи бензопилы.
Станки делятся на ручные и электрические, оборудованные точильным камнем или заточными кругами. Такой метод будет наиболее точным, хоть и не представляет из себя что то новое.
Процесс подготовки происходит следующим образом:
Для начала, Вам следует немного ослабить винт регулировки зажима цепи;
Далее, необходимо установить цепь бензопилы таким образом, чтобы ее звенья направлялись в сторону заточного камня;
И наконец — установить необходимый вам угол заточки цепи.
Выполнять заточку можно двумя способами:
Последовательная заточка. Зубцы обрабатываются последовательно, друг за другом (изменяя полярность);
Заточка каждого второго резца. Правосторонние, затем левосторонние, или наоборот, как вы захотите. При таком методе — полярность менять не нужно.
Пользуясь методом заточки цепи с помощью ручного станка, необходимо соблюдать определенные правила:
Первое. Определить оптимальную степень заточки цепи нужно исходя из самого тупого зубца – он ваш главный ориентир в этом деле;
Второе. Не следует глубоко стачивать цепь, это намного снижает прочность звена и время эксплуатации бензопилы;
Третье. Сразу после заточки, настоятельно рекомендуем вам продуть цепь сжатым воздухом , затем положить ее в чистое масло на пару часов.
Плюсы метода: Самый точный метод заточки цепи бензопилы.
Минусы метода: Большая трудоемкость и временные затраты.
на автоматическом станке
Наиболее часто применяется на практике — автоматизированная заточка цепи на специализированных станках. В народе их называют «машинами» или «автоматом». Такие приспособления чаще применяют в деревообрабатывающих учреждениях, лесопильных сооружениях и цехах, а также в домашних условиях.
Устройство представляет собой небольшую «коробку», внутри которой — встроен точильный камень. Пила вставляется в коробку, а затем фиксируется и закрывается.
Далее, бензопилу включают на полную мощность, и цепь, которая приходит в движение — затачивается о встроенный точильный камень.
Плюсы метода: Процесс занимает минуты! Все очень просто и элементарно, не требует особых навыков и физических усилий с вашей стороны.
Недостатки метода: Дополнительно, необходимо приобрести специальные цепи, которые выпускает тот же производитель, что и сам аппарат.
болгаркой
Некоторые считают этот способ «варварским» и что он способен повредить бензопиле. Это не так, хоть многие и согласяться, что этот способ, несмотря на свою популярность, является самым сложным в заточке, и неопытный человек, вполне сможет навредить своему инструменту.
Так что, если вы собираетесь точить цепь бензопилы в первый раз, лучше воспользуйтесь первыми двумя вышеперечисленными способами.
Особенности этого способа таковы:
Как правило, при заточке цепи бензопилы болгаркой, цепь не снимается с инструмента;
Лучше использовать диск по металлу 2.5 мм, при этом диск должен быть уже использованным (с скругленными краями);
Угол заточки подбирается вами визуально и между нижней стороной шины и цепи рекомендуется поставить деревянный клин;
Если Вы хорошо владеете болгаркой и можете аккуратно точить цепь бензопилы таким способом, то цепь прослужит вам долго, примерно от четырех до семи заточек.
Плюсы метода: Очень дешевый способ заточки. Практически не отнимает ни времени, ни сил — с Вашей стороны.
Минусы метода: Необходимость обладания специальными навыками и сноровкой.
Какой бы из этих методов заточки цепи бензопилы своими руками ни пришелся Вам по душе, не стоит забывать о технике безопасности.
Обязательно одевайте защитные рукавицы и используйте защитную маску для лица, это поможет Вам избежать травм при заточке и сам процесс будет для Вас максимально приятным.
Углы заточки пильной цепи
Режущий зуб пильной цепи состоит из основания зуба (1), лопатки зуба (2) и ограничителя глубины (3). Лопатка зуба имеет вертикально расположенное торцевое лезвие (4) и спадающие под углом назад верхнее лезвие (5), расположенное по горизонтали.

Для придания цепи оптимальных режущих свойств режущие звенья затачиваются определенным образом
Выделяют следующие углы заточки
Задний угол заточки верхнего лезвия
Задний угол верхнего лезвия образует спадающая под углом назад спинка зуба. Этот угол необходим для врезания верхнего лезвия в древесину.

Задний угол торцевого лезвия
Суживающаяся назад лопатка зуба образует задний угол торцевого лезвия. Этот угол необходим для бокового обрезания стружки.

Передний угол
Кромка торцевого лезвия образует с поверхностью скольжения режущего зуба передний угол заточки. Передние углы отдельных типов пильных цепей различаются между собой: например, у твердосплавных цепей Rapid Duro он равен 65°, а цепи для продольной распиловки Picco Micro X имеют передний угол равный 80°.

Передний угол верхнего лезвия
Передний угол верхнего лезвия характеризует наклон верхнего лезвия назад. Этот угол измеряется относительно плоскости скольжения режущего зуба и составляет, в зависимости от типа пильной цепи, от 50° до 60°. Верхнее лезвие является главным лезвием, а передний угол верхнего лезвия – наиболее важным углом. Он с трудом поддается измерению, однако очень важен для эффективного пиления.
Угол заточки
Угол заточки или, по-другому, угол в плане получается измерением от верхней режущей кромки под прямым углом к направляющей шине.

Угол заточки отдельных типов пильных цепей частично различается, в зависимости от условий применения цепи.
Основное правило: чем больше угол заточки, тем выше производительность резания при распиле непромерзлой мягкой древесины. Уменьшение угла заточки при распиле промерзлой и/или твердой древесины способствует более плавному ходу бензопилы и снижению вибрации.
Рекомендуется избегать угол заточки более 35° и менее 25°. Исключением являются пильные цепи для продольной распиловки – у них угол заточки может доходить до 5°.
Передний угол, угол заточки и угол верхнего лезвия изменяются при заточке. Эти углы оказывают решающее влияние на режущую способность пильной цепи, – соблюдайте обязательно предписанные значения.
Какие ключи используем ?: электропила цепная цена электропила цепная +как выбрать электропила цепная запчасти
Похожие товары
| Изображение | |
|---|---|
|
Кромкообрезной двухпильный станок Кромкообрезной двухпильный станок Предназначен для обрезки и раскроя необрезной доски с целью получения обрезного пиломатериала. Технические характеристики: Диаметр дисковых пил, (мм) 450мм Количество пил, (ед) 2 Наибольшее расстояние между пилами, (мм) 350 Наименьшее расстояние между пилами, (мм) 50 Частота вращения пильного диска, (об/мин) 3000 Габаритные... |
Отзывы :0шт. |
|
Станки для заточки цепей Oregon: описание, технические параметры, стоимость. Компания Oregon выпускает серию заточных станков для цепей. В первую очередь, это Oregon 519789 - надежный станок для частой заточки цепей в значительных объемах |
Отзывы :0шт. |
|
Пилорама ленточная Титан, Урман, Алтай: описание, технические характеристики, фото, видео. Ленточная пилорама Титан,Урман,Алтай с электрическим и бензиновым двигателем. |
Отзывы :0шт. |
|
Кто ответственен за безопасность деревообработки? Профилактика пожаров на предприятиях |
Отзывы :0шт. |
|
Полупроводниковые приборы: описание, назначение, принцип действия Полупроводниковые приборы классифицируют в зависимости от механизма работы и функционального назначения. По принципу действия полупроводниковые приборы делятся на следующие основные виды: диоды, тиристоры, стабилитроны, транзисторы. Внутри, каждого из указанных видов приборы подразделяются на типы: диоды — по значениям максимально допустимого среднего прямого тока, тиристоры - по значениям... |
Отзывы :0шт. |