Пилорама ленточная Вега: подробное описание, технические параметры, стоимость.

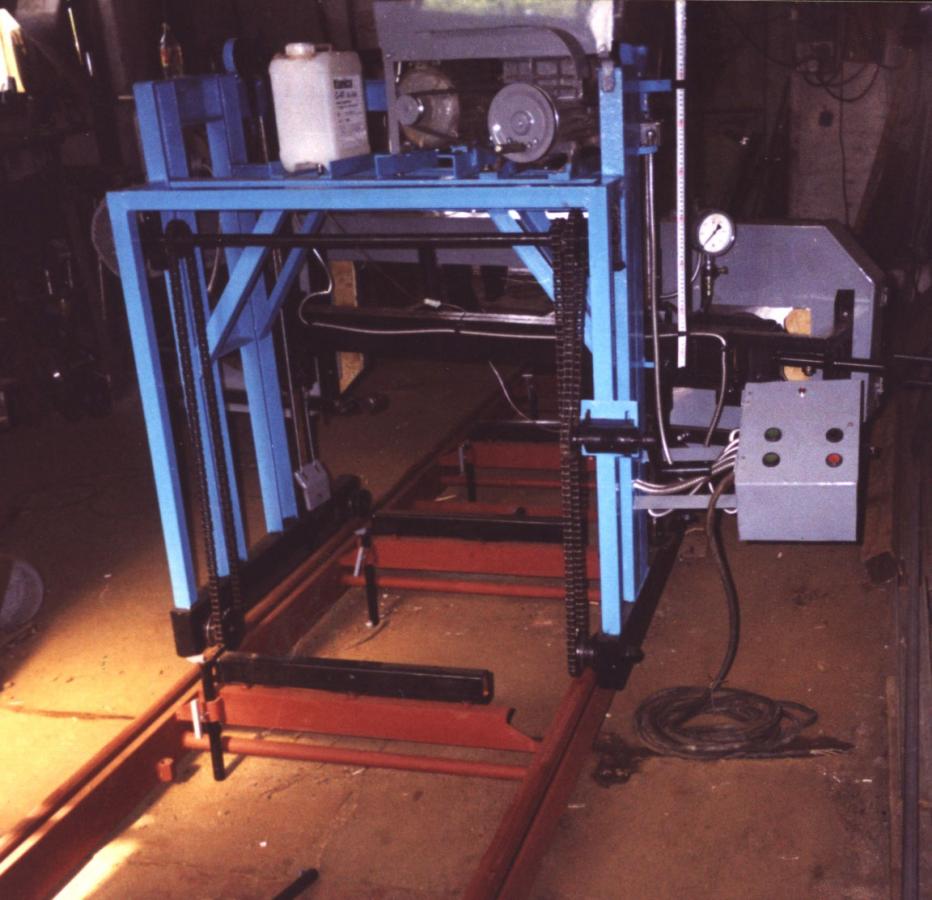



















Пилорама ленточная «Вега» применяется может и в индивидуальных хозяйствах, и на лесопильных предприятиях как оборудование для распилки круглого леса. Возможности этого станка позволяют получить конечный продукт экспортного качества: доска, брус, шпала,лафет, шпон в промышленных объемах (до 16 м3 за смену).

Описание.
Пилорама ленточная «Вега» может применяется как в индивидуальных хозяйствах так и на лесопильных предприятиях в качестве оборудования для распиловки круглого леса.
Возможности станка позволяют получать нашим клиентам конечный продукт экспортного качества:
доску , брус, шпалу,лафет, шпон в промышленных масштабах ( до 16 м3 в смену).
Многолетний опыт и квалифицация персонала,собственная производственная база и проверенные временем поставщики качественных комплектующих, вот то, что делает пилораму "ВЕГА" выгодным вложением средств для наших клиентов с точки зрения "цена-качество"
Наличие сервисного центра и постоянное общение с клиентами с одной стороны , современный подход к вопросу лесопиления с другой позволяют создавать современные надежные и производительные станки.Вот почему "ВЕГИ" безотказно трудятся в суровых климатических условиях России, позволяя нашим клиентам сосредоточиться на других аспектах своего бизнеса.
Неоспоримым преимуществом ленточных пилорам является низкие энергозатраты относительно выхода готовой продукции , а также малоотходность производства, однако существуют и объективные недостатки. В первую очередь это затраты на режущий инструмент(ленточные пилы). Стойкость пил, а также геометрическая точность получаемой продукции во многом зависят от конструктивных особенностей станка.
Преимущества.
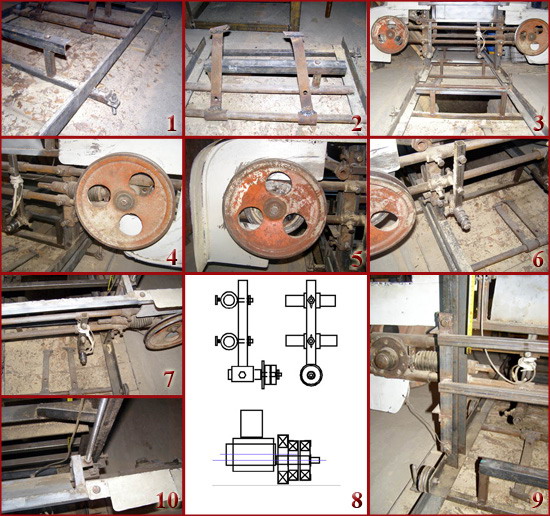
Пилорама "Вега" оснащена стальными шкивами диаметром 600 м. Выбор такого диаметра обусловлен несколькими факторами. С одной стороны чем больше шкивы тем меньше многократные изгибающие нагрузки на пилу. С другой стороны большой диаметр неминуемо влечет за собой :
1) увеличение массы самих шкивов ( большая инерция - большая динамическая нагрузка на пилу).
2) увеличения длины пил.(больше их стоимость)
3) увеличение силы натяжения пил (повышенное энергопотребление , ускоренный износ деталей станка и разрыв пилы).
На сегодняшний день производители данного класса оборудования сходятся во мнении: Диаметр 600 мм это "золотая середина". Более трех лет мы изготавливаем шкивы по уникальной технологии и на оборудовании разработанном в недрах нашего предприятия. В результате "Веги" оснащены легкими стальными (вечными) и идеально сбалансированными шкивами. Это выгодно отличает данную пилораму от станков других производителей. Легкосплавные на основе алюминия или силумина шкивы имеют те же показатели по весу, однако неприемлемы по износостойкости, чугунное литье не проходит по массе, а токарные изделия из стали значительно и неоправданно повышают стоимость.
Следующий важный момент это узел натяжения пилы и регулировки шкивов. "Вега" оснащена усиленным стальным маятником с многократным запасом прочности, а гидравлическая система натяжения оборудованная манометром позволяет точно и своевременно дозировать усилие во всем диапазоне .Шкивы установлены на закаленные валы консольного типа . Это позволяет легко и точно осуществлять их регулировку.
Особое внимание! Конструкторы пилорамы "Вега" уделили удобству регулировки и надежности отжимных роликов. В ленточной пилораме подшипники ступиц шкивов и отжимные ролики самые нагруженные узлы. От их конструктивной надежности и качества исполнения зависит сколько пилорама будет работать, а сколько "стоять в ремонте". Ступицы шкивов аналогичны автомобильным и имеют пару разнесенных конических подшипников с возможностью регулировки зазора. Отжимные ролики из высокопрочной стали проходят дополнительную термообработку и окончательную шлифовку под строгим контролем технологического процесса. Комплектуются исключительно подшипниками фирмы SKF.
Конструктивные особенности
Шкивы
Диаметр пильных шкивов 600мм.
Ширина профиля 35мм. под пилы 32-40мм.
Ширина профиля 45мм. под пилы 50-51мм.
Шкивы изготовлены из высокопрочной стали, что продляет срок службы шкивов (повышается их износостойкость).
СТУПИЦЫ
Ступицы(ведущая,ведомая)крепятся к шкивам с помощью 6-ти болтов.Это позволяет упростить и удешевить ремонт.
В ступицах шкивов используются конические подшипники (7507) под вал диаметром 35мм.
ВАЛЫ
Валы проходят обязательную термообработку и шлифовку
МАЯТНИК
В конструкции маятника в качестве оси используется шкворень от а/м ЗИЛ "Бычок".
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Гидравлическое натяжение пилы,контролируется с помощью манометра (предотвращает перетяг или недотяг ленты).
Состоит из поворотного маятника с муфтой,и гидравлической системы.
В гидравлическую систему входит: насос, цилиндр, шланг высокого давления,тройник ,манометр.
Гидравлика может создавать усилие до 4-х тонн. При натяжки пилы 100кг/см по манометру усилие составляет 1,1тонн.
Манометры поставляются 0-160кг/см, 0-250кг/см.
ОТЖИМНЫЕ РОЛИКИ
Служат для стабилизации положения ленточной пилы. Изготовлены из высокопрочной стали,закалены.
В роликах используются необслуживаемые подшипники 201, фирмы SKF.
ПУЛЬТ УПРАВЛЕНИЯ
Управляет запуском/остановкой работы станка, подъемом/опусканием пильной каретки,аварийное отключение.
Амперметр позволяет контролировать нагрузку на электродвигатель 11 кВт. По показаниям амперметра можно судить о состоянии ленточного полотна.
Тепловая защита и защита от поражения током обеспечивает высокий уровень безопасности.
ЭЛЕКТРОДВИГАТЕЛЬ
Мощность 11кВт. 1500 об/м. Осуществляет привод ведущего шкива, посредством двух ремней(профиль "С" L=1500-1560).
ПОДЪЕМ ОПУСКАНИЕ КАРЕТКИ
электро-механический подъем и опускание пильной каретки осуществляет мотор-редуктор. Его ручная доводка позволяет точно выставить требуемый размер изделия.
Состоит из фланцевого электродвигателя (0,55кВт. 920 об/м.) и червячного редуктора.
СИСТЕМА ФИКСАЦИИ БРЕВНА
Портал изготовлен из швелера (10-12), в качестве направляющих используется калиброванный пруток, который позволяет осуществлять плавное и прямолинейное перемешение каретки вдоль бревна.
На портале бревно фиксируется подвижными(винтовые,вилочные) и неподвижными упорами.
Требования к пильным лентам пилорамы.
В процессе эксплуатации ленточной пилорамы для увеличения срока службы ленточной пилы необходимо производить правильное ее натяжение на шкивах.
Величину натяжения, в зависимости от ее ширины, определяют по прибору "Тензометр".
Внимание! Ленточная пила не должна находиться в работе больше 2-х часов. По истечении данного времени она должна быть снята со станка и вывешена в свободном состоянии не менее чем на 24 часа для снятия усталостных напряжений.
2. Используйте правильную смазку для лезвия ленточной пилы.
В качестве смазочно-охлаждающей жидкости (СОЖ), в большинстве случаев, хватает просто воды, либо воды с добавлением моющего средства («Fairy» и т.п.). Однако, при низких температурах лучше всего применять смесь из 50%-80% дизтошшва или керосина и 50%-20% моторного масла, либо масла для смазки шин бензопил. Неплохие результаты при пилении хвойных пород дает так же применение скипидара.
В случае использования воды в качестве СОЖ необходимо по окончании работ протереть шкивы и ленту маслом.
3. Всегда ослабляйте натяжение ленточной пилы.
Когда Вы закончите работу, снимите натяжение с пилы. При работе лезвия нагреваются и растягиваются, а затем при остывании сжимаются на десятые доли миллиметра во время каждого периода охлаждения." Поэтому ленты, оставленные на шкивах под нагрузкой, перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями.
4. Используйте правильный развод зубьев.
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится 65-70% опилок и 30-35% воздуха. Если у Вас слишком большой развод зубьев для имеющейся массы или толщины древесины, то в пропиле будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и как следствие, большая шероховатость обрабатываемой древесины. Если же развод недостаточный, Вы не получите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. С нашей точки зрения, Вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом.
Вы должны сортировать лесоматериал.
На каждые 20-25 сантиметров увеличения в размере необходимо увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки - провести контрольные распилы определенного бревна. Увеличивайте разводку на 5-8 сотых миллиметра с каждой стороны до тех пор, пока не станут, видны следы зубьев. Это означает, что Вы работаете при смешанном воздухе с опилками в пропорции 50/50. После этого уменьшите разводку зубьев на 8-10 сотых с каждой стороны, и Вы достигните нужного результата. Обратите внимание: Вы должны разводить только верхнюю восьмушку зуба, а не среднюю или нижнюю. Вам не нужно, что бы впадина между зубьями заполнялась полностью при пилении. Когда Вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в объеме лишь в 1/2-3 раза. Это означает, что, если Вы распиливаете 45-ги сантиметровые сосновые бревна, Вам потребуется развести зубья на 20% больше, чем когда работаете с 45-ти сантиметровыми дубовыми бревнами. Всегда разводите зубья перед заточкой.
5. Правильно затачивайте пилу.
Существует только один способ заточки ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением.
Вы должны сохранить профиль зуба и межзубовой впадины.
Пространство между зубьями (галлет) - это не мусоросборник для опилок. От него зависит силовой поток воздуха, охлаждение стали и удаление опилок.
Если у Вас правильный развод зубьев, воздух подается вдоль бревна с той же скоростью, что и пила, в результате опилки засасываются в галлет. Опилки значительно охлаждают его, проходя вокруг внутренней и внешней стороны следующего зуба. Необходимо, чтобы пространство между зубьями было заполнено на 40%, что обеспечит необходимое охлаждение и увеличит время работы пилы.
6. Установите правильный угол заточки.
Благодаря глубоким галлетам, мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент используется угол наклона крюка 10 Градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких.
Общее правило таково: чем древесина тверже, тем угол заточки меньше.
Предостережение: Не доверяйте шкалам и измерительным линейкам на Вашем заточном станке!
Штифты и направляющие на нем изнашиваются. В процессе работы изменяется Профиль камня.
Для контроля правильности углов заточки используйте транспортир. Внимание; мы рекомендуем менять пилы каждые два часа непрерывной работы, давая им при этом отдохнуть не менее суток.
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей с целью восстановления их нормальной работы.
На рис. 1 приведены некоторые параметры полотна, определяющие его долговечность и производительность где:
А - угол заточки, это угол между передней поверхности зуба и плоскостью перпендикулярной спинке пилы; В - впадина зуба; С - задняя поверхность зуба;
Е - развод, это отклонение зуба от вертикали. Линия развода (место отгиба зубьев) находится на расстоянии 1/3 от вершины зуба; R - радиус впадины;
Р - шаг зуба, это расстояние между двумя зубьями; Н - высота зуба, это расстояние от основания зуба до его вершины.
Как подготовить станок к работе?
Перед работой необходимо:
проверить надежность крепления деталей и затяжку всех резьбовых соединений; провести смазку трущихся деталей;
провести проверку установки ленточной пилы и при необходимости отрегулировать ее положение на пильных шкивах согласно;
для обеспечения стабильного положения пилы в бревне в момент пиления, а так же выравнивания ленты в зоне реза и предотвращения схода ее со шкивов при чрезмерной нагрузке установить опорные ролики подвижной и неподвижной направляющих ленточной пилы так, чтобы они прижали пильную ленту вниз. При этом прогиб ленты должен составлять 2-5 мм. После чего подвести планку с войлоком к пильной ленте. Для уменьшения стрелы прогиба ленты подвижную направляющую сдвинуть на расстоянии 50-150 мм от боковой поверхности древесины;
во избежание развальцовывания тыльной кромки ленты и последующего износа плоскости шкивов опорные ролики отрегулировать таким образом, чтобы не было постоянного касания ленты их упорного бортика. Зазор должен составлять 3 мм. с помощью уровня и плоской шлифованной подкладки для исключения касания зубьев пилы проверить горизонталь ленточной пилы, при необходимости отрегулировать;
регулировка направляющих роликов в вертикальной плоскости устраняет скручивание пилы в рабочей зоне;.jpg) проверить надежность крепления кожухов ленточной пилы и клиноременной передачи.
проверить надежность крепления кожухов ленточной пилы и клиноременной передачи.
Убедитесь, что поверхности ленточной пилы и ободов пильных шкивов чисты, а скребки плотно прилегают к ободу колес.
включить электродвигатель и убедиться в нормальном и правильном движении ленточной пилы;
при пилении обязательно использовать для охлаждения и смазки, охлаждающие жидкости (керосин или дизельное топливо, разбавленное пополам с машинным маслом см. раздел 4). Охлаждающая жидкость заливается в бачок;
обратный (холостой) ход станка осуществлять, предварительно приподняв пильную ленту над плоскостью бревна (нажав кнопку "вверх" на пульте управления) на 10-15 мм.
Какие ключи используем ?: пилорама цена пилорама шинная пилорамы видео
Похожие товары
| Изображение | |
|---|---|
|
Станки для деревообработки JET Строительные станки |
Отзывы :0шт. |
|
Котельное оборудование Котельная установка – это комплекс взаимосвязанных между собой устройств и оборудования для получения водяного пара или горячей воды за счет теплоты сжигаемого топлива. |
Отзывы :0шт. |
|
договор продажи оборудования 9.1. Все дополнения и приложения к данному Договору имеют силу, если они сделаны в письменном виде и подписаны обеими сторонами. 9.2. Ни одна из сторон не имеет право передать свои права и обязанности по данному Договору третьим лицам без письменного согласия противоположной стороны. 9.3. Настоящий договор составлен в 2 (двух) экземплярах, по одному для каждой из сторон, имеющих одинаковую... |
Отзывы :0шт.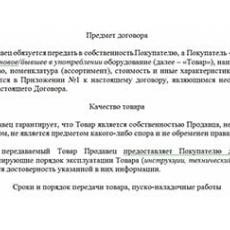 |
|
Устройство ленточной пилорамы: особенности, технические характеристики, фото, видео. Ленточные пилорамы Tehnika Auce и их особенности Ленточная пилорама имеет достаточно сложное устройство. Пилорама предназначена для распиловки и оцилиндровки бревен. |
Отзывы :0шт. |
|
Инструкция по охране труда при работе на сверлильных станках. 1.1. Работать только на станках, к которым имеется допуск, и выполнять работу, которая поручена. 1.2. Заметив нарушение инструкции другим рабочим, предупредить его о необходимости соблюдения требований по технике безопасности. Инструкция по безопасности на сверлильный станок: 1. ОБЩИЕ ПОЛОЖЕНИЯ. |
Отзывы :0шт. |